Линия по производству профнастила: полуавтомат и автомат
Опубликовано: 08.10.2018
Профилированные листы давно и успешно зарекомендовали себя как самый оптимальный материал для обустройства кровли, заборов, навесов и декоративных работ. Помимо отличных эксплуатационных свойств, конструкции из профнастила достаточно легко монтируются, что позволяет этому материалу быть популярным не только у заказчиков работ, но и у строителей. Естественно, что при таких характеристиках спрос на профнастил находится на высоком уровне, а возможности современных технологий позволяют наладить производство профилированного материала в разнообразной цветовой гамме и с различным покрытием, повышающим его износостойкость.

Применение профнастила
Выпуск такого материала чаще всего производит специальная линия по производству профнастила.
Сырьевой материал для изготовления профнастила
Производят профнастил, в основном, из тонколистового оцинкованного проката, стальных оцинкованных листов с полимерным покрытием. Листовой материала перед обработкой сворачивают в рулон. Стандартные размеры рулона должны составлять в пределах 1,2 метра в диаметре (по внешнему краю), толщина материала перед обработкой — 0,35-2,0 мм . Покрытие стали бывает односторонним или выполнено с обеих сторон, возможно, разными видами покрывающего слоя.
Поверхностная обработка сырьевого материала позволяет добавить долговечности готовому профнастилу, повысить его устойчивость к воздействию неблагоприятных факторов. Также покрытие выполняет не только защитную, но и декоративную функцию.
Маркировка профилированных листов
Следует отметить, что при производстве профнастила должны соблюдаться требования стандарта — ГОСТ 24045-94.
Тем, кто уже решил использовать профнастил для строительных или ремонтных работ, следует обратить внимание на специальную маркировку, которая содержит необходимую информацию о назначении данного материала и его параметрах.
Профлист с 44
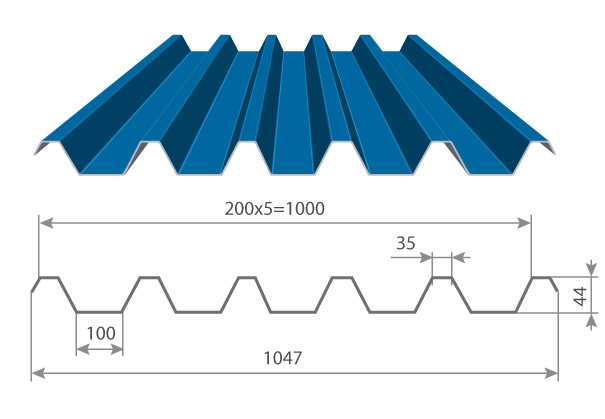
Так, например, профнастилу с маркировкой С44-1000-0,4 свойственны такие показатели:
С – профлист для стен; 44 – высота волны (гофры); 1000 – показатель кроющей ширины профилированного листа; 0,4 – толщина жести, из которой изготовлен профлист.Кроме буквенного обозначения С, профнастил может иметь в маркировке букву Н, что указывает на предназначение материала для обустройства кровли, либо же сочетание НС, предполагающее возможность универсального использования такого профлиста.
Отличие в параметрах профилированных листов предполагает и различия в процессе их выпуска. Хотя любая технология основывается на типовой схеме линии по производству профнастила.
Основные составляющие производственных линий следующие :

Линия производства профнастила
формующий стан; разматыватель; ножницы гильотины; приемный стол; блок управления.Все устройства и приспособления, составляющие производство профнастила, выполняют определенные функции в соответствии со своими техническими характеристиками.
Кроме перечисленных устройств, на производственных линиях возможно использование и других элементов – стола для заливки, специальных отрезных ножниц, которые обеспечивают ускорение процесса замены рулона, а также погрузочные тележки – для доставки рулонов к разматывателю и устройство для обертывания готовых изделий пленкой из ПВХ. Как правило, такая модернизация способствует повышению производительности всего оборудования и улучшению качества выпускаемой продукции.
Производственное оборудование в действии
Несмотря на некоторые отличия в устройстве, основу любого производства профнастила составляет формующий (прокатный) стан – специальные парные валы, расположенные одинаковым образом на станине . Главная функция прокатного стана состоит в прогонке через валы ленты и формировании ее волнистого вида. Гофрирование материала достигается за счет его деформации сдавливанием. Также к стану крепятся другие устройства (блок управления, ножницы гильотины), т.е. он является основой всей линии. Станок состоит из определенного набора клетей. От их количества зависит длина выпускаемого изделия – профилированного листа.

Прокатный стан
Основные параметры прокатного стана такие:
до 32-х клетей; мощность установленных приводов — 7,0-9,0 кВт; параметры габаритов – 3100х1400 мм, длина — 2500 – 14200 мм; скорость прокатки – 35-40 метров в минуту.Скорость обработки, толщина заготовки зависит от мощности силовой электроустановки, обеспечивающей работу стана. Отметим, что конструктивные особенности стана и отличия технологий допускают производство линией только одной разновидности профнастила. Хотя сейчас существуют модернизированные линии, позволяющие выпускать листы с различными параметрами ширины.
Но, работа по изготовлению профнастила начинается с момента крепления на разматыватель свернутого в рулон стального листа, из которого уже в дальнейшем выходит профилированный материал. С разматывателя лист направляется на обработку, удерживаясь при этом специальными крепежными деталями.
Отрезным устройством (гильотинные ножницы) обязательно оснащают любой производственный цех . Само устройство приводится в действие гидравликой, пневматикой или же электромеханическим способом. Периодически режущий элемент ножниц должен затачиваться, поскольку от их состояния непосредственно зависит качество листа. Отрезанный профлист не должен иметь зазубрины и шероховатости, а загиб в месте отреза – соответствовать параметрам ГОСТа. Часто в комплекте с отрезным устройством идут запасные ножи.
Технические параметры ножниц следующие:

Ручные гильотинные ножницы
количество режущих кромок — 1; количество операций — 50 в минуту; толщина листа (макс.) – 1,2 мм; ширина листа (макс.) – 1200 мм; угол наклона режущего элемента – 3 градуса; давление на нож – 750 кгс; мощность привода – 3,0-7,0 кВт; параметры — 1630×780×1735 мм; вес – 780 килограмм.Изготовленные изделия укладываются и упаковываются на приемном столе, являющимся также составляющей частью линии. Параметры стола должны быть сопоставимы с размером листа. При этом ширина стола не меняется, а длину – возможно увеличить или уменьшить.
Управление процессом производства осуществляется специальным блоком, закрепленным на прокатном стане. Перед запуском производства предварительно производится программирование всего процесса. Устанавливаются параметры листовой заготовки – ее ширина, длина, вид покрытия. Если на линии возникают непредвиденные ситуации, аварии, поломки, то с помощью специальной кнопки, находящейся на блоке управления, можно очень быстро остановить работу всего оборудования.
Линии с автоматикой и полуавтоматикой
Производство профнастила возможно в двух вариантах – автоматическом и полуавтоматическом.
Конечно же, более производительными и эффективными являются полностью автоматизированные варианты. Управление процессом производства в таких цехах полностью автоматизировано, что обеспечивается за счет специального устройства – контроллера. Специальная программа позволяет выбрать оптимальный режим работы на линиях – скорость, параметры матрицы по размерам листа, длина профлистов и другие показатели.

Автоматическая линия для производства профнастила
Такая система предполагает работу в ручном режиме (во время наладки или заправки листов-заготовок в стан) и автоматическом.
Сигналы о возможных неполадках, поломках и авариях на линии сразу же выводятся на пульт управления, что позволяет своевременно приостановить работу всех агрегатов и устранить неполадки.
Для управления полностью автоматизированной линией производства понадобится оператор — квалифицированный работник со специальной подготовкой, рабочий для доставки рулонов-заготовок и последующей упаковки изделий . Также нужны и рабочие-ремонтники для настройки оборудования и устранения возникающих неполадок.
Полуавтоматическое производство профнастила работает практически так же, как и линия с полной автоматизацией. Но в данном случае резка листов производится ручным способом. Чтобы был обеспечен непрерывный процесс производства необходимо, чтобы было задействовано несколько работников (3-4 человека) с определенными навыками. Стоит отметить, что ручная резка предполагает не очень высокое качество выполненной работы, наличие зазубрин, брака. Хотя, по стоимости содержания и обслуживания на полуавтоматическую линию затраты будут меньше, чем на полностью автоматическую.